Руководство по ликвидации трещины на коробке передач: надежные способы
Неисправности коробки передач и способы их устранения самостоятельно
 Даже неопытный, но заинтересованный водитель может сделать незначительный ремонт коробки передач на своем грузовике без помощи автосервисов. Пусть не каждый замахнется на капитальный, но определить и заменить отработанные детали можно попробовать, не обращаясь на СТО.
Даже неопытный, но заинтересованный водитель может сделать незначительный ремонт коробки передач на своем грузовике без помощи автосервисов. Пусть не каждый замахнется на капитальный, но определить и заменить отработанные детали можно попробовать, не обращаясь на СТО.
Что такое коробка передач
Механизм, за счет которого изменяется передаточное отношение (между крутящими моментами валов) в автомобиле. Являясь ключевой составляющей трансмиссии, коробка передач помогает управлять скоростью, а также разъединять двигатель и трансмиссию.
Принцип действия различных коробок распределяет их по группам: ступенчатые (механические, роботизированные), бесступенчатые (вариатор), комбинированные (автомат).
Разница между МКПП и АКПП
 Механическая коробка передач предполагает большее участие водителя в управлении автомобилем. Передачи переключаются вручную при одновременном нажатии педали сцепления.
Механическая коробка передач предполагает большее участие водителя в управлении автомобилем. Передачи переключаются вручную при одновременном нажатии педали сцепления.
Плюсы МКПП кроются в простоте механизма, минимальной цене и максимальной надежности. Они служат дольше, позволяют водителю держать под контролем обороты двигателя, динамику автомобиля. Расход топлива в таких машинах ниже, чем в автоматах. Чаще всего механику устанавливают на транспорт, предназначенный для бездорожья, грузовые автомобили и машины для соревнований.
Единственный минус механических коробок — трудность управления для неопытных водителей.
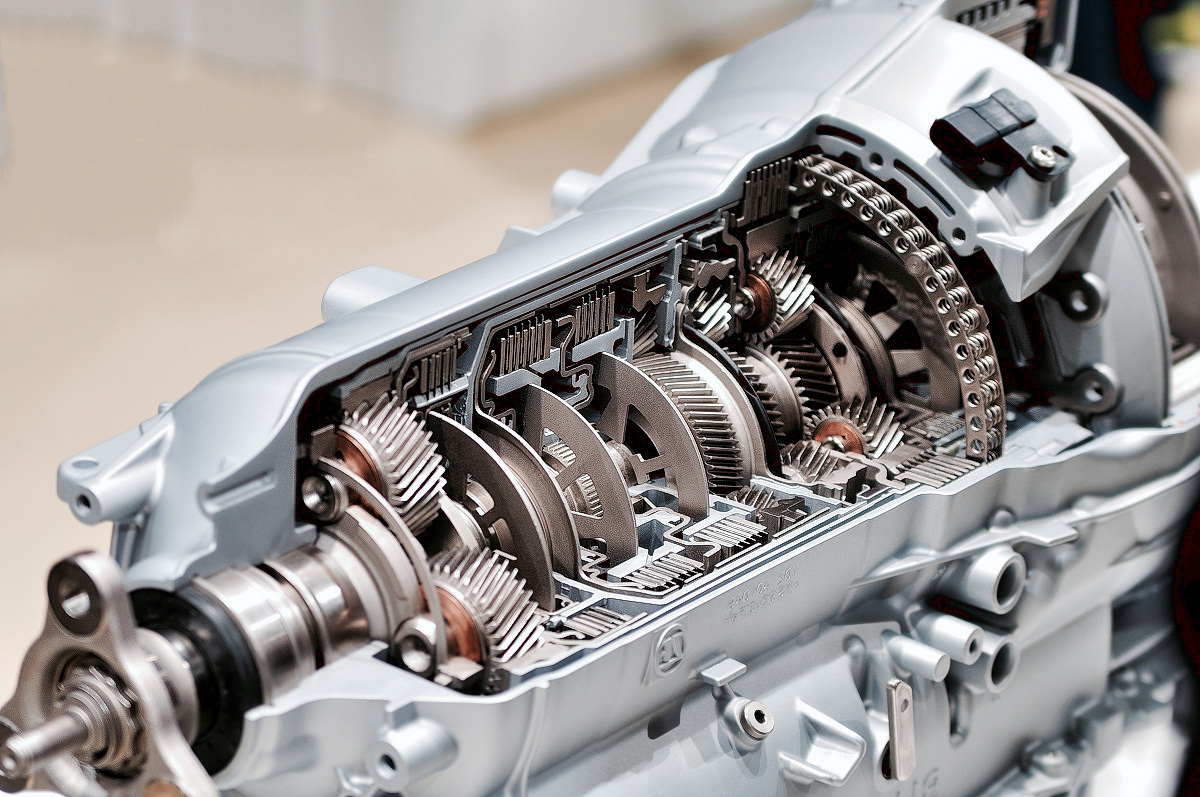
В АКПП передачи переключаются автоматически, что существенно облегчает процесс вождения. Самые распространенные автоматы имеют гидротрансформатор, берущий на себя функцию сцепления и передачу крутящего момент планетарному редуктору.
Плюсы автоматической трансмиссии — простота управления, невозможность откатится назад при подъеме в гору. Двигатели на машинах с АКПП обычно служат дольше. Однако, сама коробка может потребовать ремонта раньше, чем механическая. А ремонт автоматической коробки сложнее и стоит дороже.
Аппетит автомобилей с АКПП больший, чем у машин на механике. И это — еще одна причина того, что коммерческий транспорт, в основном, на МКПП.
Особенности коробок для грузовых автомобилей
 В мкпп грузовиков большее число передач, первые две — понижающие. Они задействуются для плавного начала движения. Первая — для старта груженой машины, со второй может трогаться пустая. Общее количество передач большегрузов обычно от шести до восьми. Поэтому переход между скоростями более плавный, чем в легковых автомобилях. Это способствует меньшему износу коробки при движении грузовика.
В мкпп грузовиков большее число передач, первые две — понижающие. Они задействуются для плавного начала движения. Первая — для старта груженой машины, со второй может трогаться пустая. Общее количество передач большегрузов обычно от шести до восьми. Поэтому переход между скоростями более плавный, чем в легковых автомобилях. Это способствует меньшему износу коробки при движении грузовика.
Принцип работы
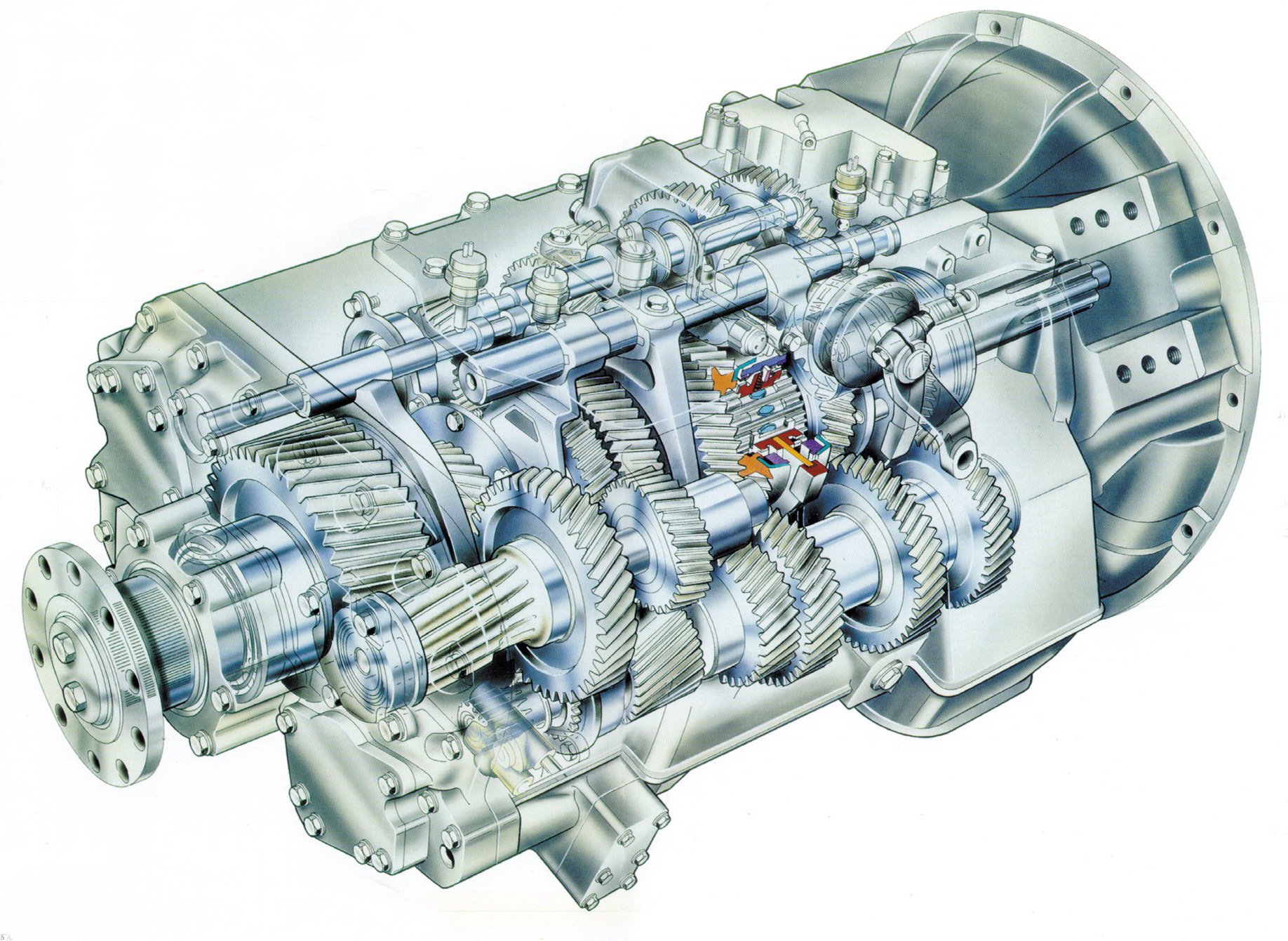
Крутящий момент от мотора посредством сцепления передается на первичный вал кпп, а затем преобразуется с помощью взаимосвязано функционирующих шестерен и передается на вторичный вал, а чрез него — на карданный вал и колеса. Шестерни работают парами (ступень), они имеют определенное передаточное число, преобразующее скорость вращения и крутящий момент с первичного на вторичный вал.
Скорость вращения обратно пропорциональна крутящему моменту — при ее увеличении крутящий момент уменьшается, поэтому на более высоких передачах автомобиль не может тронуться с места.
Передаточное число зависит от отношения количества зубьев (и, соответственно, диаметров) парных шестерен первичного и вторичного валов.
Скорости переключаются при выжатой педали сцепления, так как в этот момент крутящий момент перестает передаваться от мотора к первичному валу. Скорости вращения валов выравниваются, а переключение происходит плавнее.
Причины поломок МКПП
 При внимательном отношении и аккуратном управлении механическая коробка служит практически безотказно. Но механизм не всегда попадает в идеальные условия эксплуатации, а потому есть распространенные причины проблем с МКПП:
При внимательном отношении и аккуратном управлении механическая коробка служит практически безотказно. Но механизм не всегда попадает в идеальные условия эксплуатации, а потому есть распространенные причины проблем с МКПП:
- агрессивное вождение;
- пренебрежение своевременным ТО;
- игнорирование контроля уровня масла;
- некачественное трансмиссионное масло;
- запчасти низкого качества, которые используются при ремонте КПП.
Основные ошибки эксплуатации МКПП
Несмотря на высокую степень надёжности механической коробки, ломаться она может. Чаще всего причина кроется не в тяжелых дорожных условиях, а в неаккуратном ручном управлении автомобилем.
- Переключение передач без выжатого сцепления. “Болезнь” новичков и тех, кто пересел с автомата на механику. Коробка без сцепления просто не отключается от мотора, в результате зубья шестерен сильно изнашиваются и ломаются.
- Переход на пониженные передачи при высоких оборотах трансмиссии дает повышенную нагрузку на сцепление, из-за чего могут поломаться зубья шестерен.
- Привычка держать ногу на сцеплении тогда,когда это не нужно (на светофоре, перед перекрестком и т.д.). Такая манера вождения ускоряет износ диска и подшипника сцепления.
- Включение задней передачи без остановки. Быстрое переключение рычага с первой на заднюю передачу в движении изнашивает шестерни.
Если ремонт коробки передач не входит в Ваши планы, приучайте себя не допускать подобных ошибок при вождении.
Как провести диагностику коробки передач
Диагностика начинается с оценки состояния сцепления, уровня и состояния масла в коробке. Затем нужно проверить механизм переключения передач. Изношенные или сломанные элементы сцепления (диск, корзина, выжимной подшипник и др.) могут давать сбои, поэтому их нужно заменить.
Старое загрязненное масло теряет необходимые свойства, поэтому также требует замены. Кроме того, важно убедится в том, что трансмиссионного масла в коробке достаточно. Нехватка скажет об утечках через сальники, уплотнители или прокладки, которые пришли в негодность.
Пошаговая инструкция по ремонту МКПП грузовика своими руками
 Ликвидация неисправностей коробки передач требует понимания принципа работы и хорошего знания внутреннего устройства конкретного автомобиля. Если Вам не приходилось ремонтировать коробки, то не пытайтесь сразу брать на себя сложные задачи. Независимо от того, сколько стоит ремонт коробки передач, он обойдется дешевле, чем восстановление КПП после неудачных самостоятельных попыток.
Ликвидация неисправностей коробки передач требует понимания принципа работы и хорошего знания внутреннего устройства конкретного автомобиля. Если Вам не приходилось ремонтировать коробки, то не пытайтесь сразу брать на себя сложные задачи. Независимо от того, сколько стоит ремонт коробки передач, он обойдется дешевле, чем восстановление КПП после неудачных самостоятельных попыток.
А вот небольшие неполадки вполне можно исправить своими руками.
Определение поломки
Свои неисправности коробка передач демонстрирует в движении:
- не включаются или включаются с большими усилиями передачи — из-за износа, поломки муфт синхронизаторов, заклинивания шестерен, проблем с функционированием привода переключения передач, дефектов блокирующего устройства, низкого уровня или качества масла;
- самопроизвольно выключаются передачи — из-за износа или разрушения шестерен, синхронизаторов, подшипников валов, шлицев на муфтах синхронизаторов; из-за того, что болты крепления коробки к мотору или мотора к кузову отвернулись, просели либо повредились пружины фиксаторов;
- МКПП вибрирует при заведенном моторе — нарушился режим работы двигателя, отвернулись болты крепления КПП к мотору или мотора к кузову либо разрушились опоры крепления коробки и мотора;
- шум при работающем моторе на какой-либо передаче — бывает из-за износа либо поломки синхронизатора, зубьев шестерен этой передачи;
- шум при включении всех передач — может возникать по тем же причинам либо из-за порчи ведомой шестерни, подшипников выходного вала;
- утечка масла из МКПП — из-за износа уплотнительных колец, пробок, сальников, избытка масла в коробке, поломки либо загрязнения сапуна, вмятин или трещин на привалочных поверхностях коробки, картера сцепления; из-за отвернувшихся болтов крепления коробки к мотору.
Если поломка выявлена, можно переходить к ремонту КПП грузовика.
Снятие коробки передач
Прежде, чем снять коробку, проверьте, что соединения тросов, рычагов и реек в порядке. Их плохие соединения могли заставить автомобиль дергаться при вполне работоспособной КПП. В такой ситуации элементы нужно хорошо соединить, и проблема устранится.
Демонтаж механической коробки с грузовика нужно делать так:
- установите противооткатные упоры, чтобы заблокировать колеса;
- отсоедините клеммы от акб;
- аккуратно слейте масло в емкость, чтобы оно не пролилось на пол или землю;
- отсоедините узлы, препятствующие снятию коробки;
- установите мотор и коробку на подпорки, чтобы не уронить их на землю;
- снимите кардан;
- отсоедините КПП от двигателя и опорных подушек;
- снимите коробку (если она не поддается, действуйте с помощью монтировки).
Разборка и замена деталей
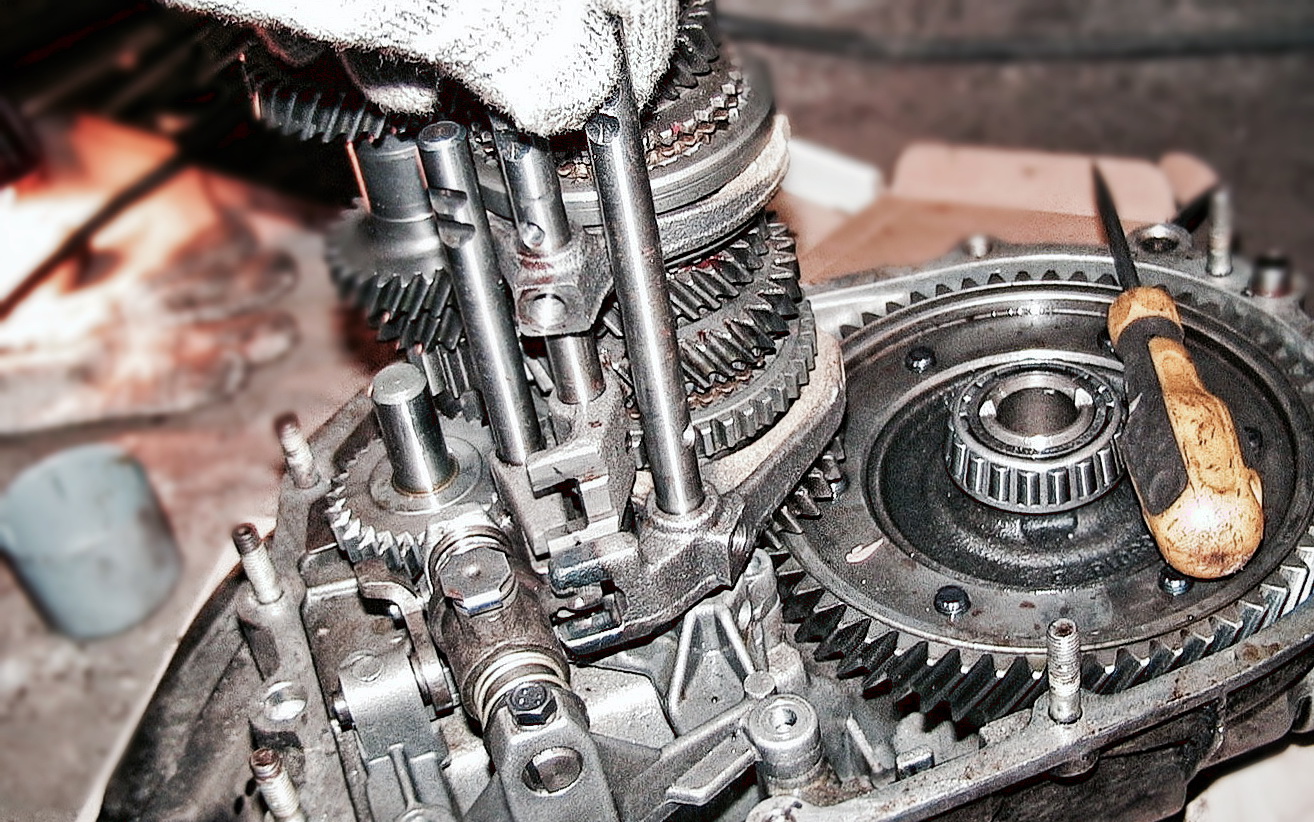
Предваряет разбор коробки тщательная очистка механизма от накопившейся грязи. Затем раскрутите устройство и изучите его внутренности.
- снимите “колокол”, открутите крышку пятой передачи;
- проверьте вилку передач, замените ее, если нужно;
- извлеките валы, вытащите и замените муфту;
- проверьте износ шестерен, шлиц;
- осторожно извлеките и замените подшипники, независимо от их внешнего состояния, так как уровень их износа визуально оценить невозможно.
Проверьте, стучат ли на валу новые шестерни Если стук есть, вал тоже подлежит замене.
Если Вы взялись за ремонт КПП грузового автомобиля своими руками в целях экономии, не пытайтесь сократить себестоимость затеи за счет установки сомнительных деталей. Аналоговые запчасти низкого качества способны навредить автомобилю больше, чем агрессивный стиль вождения.
В интернет-магазине “Автозуа” продаются только оригинальные детали для коробок передач любого типа. Мы специализируемся на грузовых автомобилей китайских производителей и доставляем запчасти непосредственно с заводов — по доступным ценам и в оптимальные сроки.
Сборка и установка КПП
Собирать и устанавливать коробку нужно в обратном порядке. Обратите внимание на небольшие, но важные моменты:
- при установке муфты помните о стопоре;
- подшипники нужно устанавливать в соответствии с пазами и проточкой;
- прежде, чем закрывать крышку коробки, ее нужно почистить, а края обработать герметиком.
Советы водителей по эксплуатации
Работоспособность и долголетие механической трансмиссии зависят от особенностей эксплуатации коробки и сцепления.Основной вклад в “неубиваемость” механизма — всегда плавно переключать передачи, до конца выжимать педаль и следить за соответствием передачи скорости движения.
- Регулярно, особенно после активной эксплуатации машины, нужно проверять уровень, состояние масла, следить за его утечками.
- В мороз не оставлять грузовик на стоянке с включенной передачей.
- Заливать масло, рекомендованное производителем, а не активно рекламируемое продавцами;
- При ремонте коробки передач использовать только оригинальные детали.
МКПП — надежное устройство, которое просто нуждается в аккуратности и внимательности со стороны водителя.
Цены на СТО в Украине
 Стоимость устранения неисправностей МКПП в Украине зависит от марки автомобиля, состояния узла и объема необходимых работ. Цены на диагностику начинаются от 150 грн., на замену масла в механической коробке — от 190 грн, на ремонт МКПП — от 2000 грн.
Стоимость устранения неисправностей МКПП в Украине зависит от марки автомобиля, состояния узла и объема необходимых работ. Цены на диагностику начинаются от 150 грн., на замену масла в механической коробке — от 190 грн, на ремонт МКПП — от 2000 грн.
Снизить итоговую стоимость ремонта Вы можете, самостоятельно купив качественные элементы для замены в проверенном магазине. Или своими руками восстановив рабочее состояние коробки.
Берегите свой автомобиль, и он ответит Вам безотказной работой.
Восстановление деталей коробок передач
Корпус коробки передач, обычно изготавливаемый из серого чугуна, может иметь следующие дефекты: трещины и изломы, износ посадочных мест под подшипники и гнезда подшипников, износ и повреждения резьбовых и гладких отверстий.
Корпус коробки передач выбраковывают при аварийных изломах. Во всех других случаях решение о выбраковке корпуса принимают в зависимости от технологических возможностей ремонтной мастерской и экономической целесообразности его восстановления.
Трещины на необработанной поверхности заваривают электросваркой методом отжигающих валиков, применяя электроды типа ЦЧ-4, ЦЧ-ЗА или Э-34. Предварительно поверхность зачищают по обе стороны трещины на 20. 25 мм. Сквозные трещины, выходящие на обработанную поверхность, засверливают по концам сквозными отверстиями диаметром 4 мм и зачищают. Из листовойстали 20 толщиной до 4 мм изготавливают накладку и на обработанной поверхности фрезеруют или вырубают и затем опиливают площадку на глубину равную толщине накладки. Укладывают накладку на подготовленную площадку и прикрепляют ее латунным болтом к корпусу коробки (рис. 122, а). Затем прихватывают накладку по углам электросваркой и накладывают два шва, как показано на рисунке 122, б. Удаляют латунный болт и зачищают сварные швы заподлицо с обработанной поверхностью корпуса. Сквозные трещины на обработанной поверхности заваривают также методом отжигающих валиков электродами типа ЦЧ-4 или Э-34.
Качество заварки трещин и пробоин на герметичность проверяют керосином. Сварные швы натирают мелом, а внутреннюю стенку смачивают керосином. При появлении пятен керосина зону сварных швов очищают, обезжиривают и на швы наносят эпоксидный состав Б (см. табл. 3).
Посадочные места под подшипники и их гнезда восстанавливают, если зазор между наружным кольцом подшипника и корпусом превышает 0,05 мм, а между гнездом подшипника и корпусом — 0,10 мм. Изношенные отверстия восстанавливают составами на основе эпоксидных смол или осталиванием с применением местных ванн.
При восстановлении посадочных мест эпоксидным составом корпус коробки передач устанавливают на стол вертикально-расточного станка, центрируют изношенное отверстие относительно шпинделя станка специальной оправкой и закрепляют прижимами. На обезжиренную поверхность отверстия наносят слой состава*, состоящего из 100 частей по массе эпоксидной смолы ЭД-6, 120 частей железного порошка, 60 частей цемента и 30 частей олигоамида Л-19. Выдерживают состав при комнатной температуре в течение 10 мин и затем протягивают отверстие оправкой, закрепленной в шпинделе станка. Перед протягиванием на поверхность состава и оправки наносят слой консистентной смазки. Оправку изготавливают из стали 40, закаливают до твердости HRC 45. 50 и шлифуют под номинальный размер посадочного места минус 0,09. 0,12 мм. После формирования слоя, в отверстии коробку снимают со станка и отверждают нанесенный состав по режиму: 1 ч при комнатной температуре, 2 ч в сушильном шкафу при температуре 50°С, затем 1 ч при температуре 100°С и 1 ч при 140°С. Охлаждают корпус совместно с сушильным шкафом, очищают заусенцы и наплывы состава. Механическая обработка отверстий не требуется.
Для восстановления осталиванием посадочных мест под подшипники в корпусах коробок передач предварительно поверхности отверстий зачищают от заусенцев и забоин, промывают их бензином, обезжиривают венской известью, монтируют местную ванну (см. рис. 34) и проводят осталивание. Общее его время определяют по толщине наносимого слоя и скорости осаждения железа, равной 0,10. 0,12 мм/ч.
После осталивания сливают электролит, поверхность промывают горячей водой, нейтрализуют 1О%-ным раствором каустической соды, промывают холодной водой и протирают насухо.
Отверстия, восстановленные осталиванием, механически обрабатывают выглаживающей прошивкой на гидравлическом прессе. Диаметр калибрующих поясков прошивок должен соответствовать нормальному размеру отверстия.
Возможно «размерное» осталивание, если добиться равномерной скорости отложения железа, тогда последующую механическую обработку можно исключить.
На крупных специализированных ремонтных предприятиях для осталивания изношенных отверстий корпусов коробок передач применяют стационарные ванны или стенды со специальными подвесками. Такие стенды оборудованы отдельными гнездами для анодного травления и осталивания, промывочной ванной, паровой рубашкой для подогрева электролита, вытяжным вентиляционным каналом и электрощитом управления.
При больших и неравномерных износах посадочных мест под подшипники после осталивания необходима механическая обработка (расточка), обеспечивающая полное восстановление межосевых расстояний отверстий и перпендикулярность осей отверстий привалочной плоскости. В этих случаях отверстия восстанавливают растачиванием и постановкой втулок с закреплением их составом на основе эпоксидной смолы ЭД-6.
Нарушение перпендикулярности оси отверстий под подшипники вторичного вала относительно задней привалочной плоскости тракторных коробок передач восстанавливают фрезерованием этой плоскости на горизонтальнофрезерном станке при помощи специального приспособления. Неперпендикулярность оси допускается в пределах 0,08. 0,20 мм.
Изношенные отверстия под штифты развертывают на увеличенный размер, а отверстия под оси восстанавливают постановкой втулок и закреплением их эпоксидным составом или клеем БФ-2.
Резьбовые отверстия восстанавливают нарезанием резьбы увеличенного размера или постановкой резьбовых вставок (ввертышей и пружинных вставок). Валы и оси коробок передач, изготавливаемые обычно из среднеуглеродистых и мало- или среднелегированных сталей, могут иметь такие дефекты: изгиб, износ посадочных поверхностей под подшипники и шестерни, износ шлицев по толщине, износ или повреждение резьбы. Валы и оси выбраковывают при изломе, трещинах и при аварийном изгибе.
Погнутые валы и оси правят под прессом в холодном состоянии. Биение вала более 0,05. 0,1 мм (в зависимости от его длины) не допускается.
Изношенные посадочные места под подшипники, шестерни и другие детали восстанавливают газовой сваркой или электродуговой наплавкой различных видов, а также хромированием, осталиванием, полимерными материалами и др.
Для восстановления посадочных мест валов и осей с незначительным износом (до 0,1 мм) ГОСНИТИ рекомендует полимерный материал ГЭН-150 (В) — эластомер. Восстанавливаемую поверхность зачищают и обезжиривают. Вал (ось) устанавливают в центрах токарного станка и при частоте вращения детали, равной 25. 30 об/мин, с помощью воздушного распылителя типа 0-45 или 0-37 наносят необходимый слой эластомера. Предварительно смазочные отверстия в валах и осях закрывают графитовыми пробками, а шлицы или шпоночные пазы покрывают 5%-ным раствором силиконового каучука в толуоле или коллоидальным графитом.
После нанесения слоя деталь выдерживают в течение 20 мин на воздухе при температуре 20С и затем в сушильном шкафу при температуре 1ОО. 12О°С в течение 1 ч.
Посадочные места под подшипники с небольшими износами, а также трубчатые валы типа первичного вала коробки передач трактора ДТ-75 восстанавливают электромеханической обработкой с применением дополнительного материала или без него и наплавкой порошками твердых сплавов при помощи плазменной струи.
Сильно изношенные валы больших диаметров часто восстанавливают постановкой втулок. Для этого посадочное место протачивают до выведения износа, напрессовывают изготовленную втулку и закрепляют ее штифтами диаметром 6. 8 мм или приваривают. Закрепленную втулку протачивают и шлифуют до необходимого диаметра. Толщина втулки после механической обработки должна быть 2,2. 6 мм.
Изношенные посадочные места на концах большинства валов и осей можно восстанавливать осадкой или раздачей.
Концы валов при износе до 0,3 мм восстанавливают осадкой. Конец вала нагревают до ковочной температуры 85О. 1ООО°С (светло-красного каления). Торец на глубину 5. 7 мм замачивают водой и под молотом осаживают участок вала. После осадки вал подвергают термической обработке и шлифуют до требуемого размера.
При раздаче в торце вала сверлят отверстие глубиной на 5. 8 мм больше длины посадочного места. Конец вала нагревают и в отверстие запрессовывают стержень, диаметр которого больше диаметра просверленного отверстия. После охлаждения выступающий конец стержня срезают и посадочное место обрабатывают.
Изношенные шлицы валов восстанавливают автоматической наплавкой под слоем флюса или ручной наплавкой электродами типа Э-42. Чтобы исключить коробление валов, наплавляют поочередно противоположные шлицевые канавки. Механизированную наплавку выполняют на токарных или наплавочных станках при продольном перемещении суппорта, на котором закрепляют наплавочную головку.
Поврежденную или изношенную резьбу на концах валов и осей протачивают, нарезают новую меньшего диаметра и по ней изготовляют гайку. При необходимости изношенную резьбу наплавляют вибродуговой наплавкой электродом из проволоки Нп-30 или плазменной струей порошковыми материалами, протачивают и нарезают резьбу нормального размера.
Шестерни. Основные дефекты шестерен и способы их устранения изложены в § 3 главы V третьего раздела.
В шестернях, годных к дальнейшей эксплуатации, поврежденные торцы зубьев зачищают абразивным кругом до получения требуемой формы. Шестерни с трещинами на зубьях или выкрашиваниями не восстанавливают. Если допускает конструкция, такие шестерни восстанавливают постановкой нового венца. Шестерни, в которых изношены шлицы, но годны зубья, иногда восстанавливают постановкой шлицевой втулки. Диаметр расточенного отверстия шестерни должен быть больше диаметра впадин шлицев на 0,5. 1,5 высоты шлица. Запрессованную втулку крепят штифтами или ввертышами и приваривают. Радиальное и осевое биение шестерни, восстановленной таким способом, допускается не более 0,15 мм.
Рычаги и вилки переключения, изготавливаемые обычно из стали 18ХГТ и 40Х, могут иметь следующие дефекты: изгиб, трещины и изломы. В рычаге изнашиваются шаровая поверхность и нижний конец. В вилках переключения изнашиваются щеки по толщине и паз.
Выбраковывают рычаги и вилки переключения при изломах и аварийных изгибах.
Изношенные шаровую поверхность и нижний рабочий конец рычага переключения восстанавливают наплавкой с последующей механической и термической обработками. Рычаг нагревают до температуры 6ОО. 65О°С, выправляют и после обработки вновь изгибают под требуемый угол.
Изношенные пазы вилок переключения и щеки по толщине восстанавливают элекродуговой наплавкой электродом Т-590 или прутком сормайт № 2. Наплавленные поверхности шлифуют до нормальных или необходимых размеров по пазу шестерни без термической обработки. Изношенные втулки в вилках переключения заменяют новыми, изготовленными из стали 40Х.
Руководство по ликвидации трещины на коробке передач: надежные способы
Корпус коробки передач, обычно изготавливаемый из серого чугуна, может иметь следующие дефекты: трещины и изломы, износ посадочных мест под подшипники и гнезда подшипников, износ и повреждения резьбовых и гладких отверстий.
Корпус коробки передач выбраковывают при аварийных изломах. Во всех других случаях решение о выбраковке корпуса принимают в зависимости от технологических возможностей ремонтной мастерской и экономической целесообразности его восстановления.
Трещины на необработанной поверхности заваривают электросваркой методом отжигающих валиков или применяя электроды типа ЦЧ-4, ЦЧ-ЗА, ПАНЧ -11. Предварительно поверхность зачищают по обе стороны трещины на 20…25 мм. Сквозные трещины, выходящие на обработанную поверхность, засверливают по концам сквозными отверстиями диаметром 44 мм и зачищают. Из листовой стали 20 толщиной до 4 мм изготавливают накладку и на обработанной поверхности фрезеруют или вырубают и затем опиливают площадку на глубину, равную толщине накладки. Укладывают накладку на подготовленную площадку и прикрепляют ее латунным болтом к корпусу коробки. Удаляют латунный болт и зачищают сварные швы заподлицо с обработанной поверхностью корпуса. Сквозные трещины на обработанной поверхности заваривают также методом отжигающих валиков электродами типа ЦЧ-4 или Э38.
Рекламные предложения на основе ваших интересов:
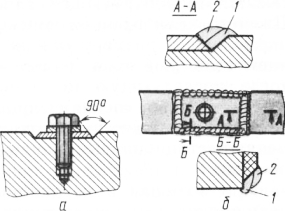
Рис. 1. Заварка трещины, проходящей через обработанную поверхность, с постановкой пластины:
а — закрепление пластины лагунным болтом и разделка кромок; б — приваривание пластины; 1 — наложение первого шва; 2 — наложение второго шва.
Качество заварки трещин и пробоин на герметичность проверяют керосином. Сварные швы натирают мелом, а внутреннюю стенку смачивают керосином. При появлении пятен керосина зону сварных швов очищают, обезжиривают и на швы наносят эпоксидный состав.
Посадочные места под подшипники и их гнезда восстанавливают, если зазор между наружным кольцом подшипника и корпусом превышает 0,5 мм, а между гнездом подшипника и корпусом 0,10 мм. Изношенные отверстия восстанавливают составами на основе эпоксидных смол или железнением с применением местных ванн.
При восстановлении посадочных мест эпоксидным составом корпус коробки передач устанавливают на стол вертикально-расточного станка, центрируют изношенное отверстие относительно шпинделя станка специальной оправкой и закрепляют прижимами. На обезжиренную поверхность отверстия наносят слой состава. Выдерживают состав при комнатной температуре в течение 10 мин и затем протягивают отверстие оправкой, закрепленной в шпинделе станка. Перед протягиванием на поверхность состава и оправки наносят слой консистентной смазки. Оправку изготавливают из стали 40 под номинальный размер посадочного места минус 0,09…0,12 мм. После формирования слоя в отверстии коробку снимают со станка и отверждают нанесенный состав. Механическая обработка отверстий не требуется.
Для восстановления железнением посадочных мест под подшипники в корпусах коробок передач предварительно поверхности отверстий зачищают от заусениц и забоин, промывают их бензином, обезжиривают венской известью, монтируют местную ванну и проводят железнение. Длительность процесса определяют по толщине наносимого слоя и скорости осаждения железа, равной 0,10…0,12 мм/ч.
После железнения сливают электролит, поверхность промывают ‘орячей водой, нейтрализуют 10%-ным раствором каустической Аы, промывают холодной водой и протирают насухо.
Отверстия, восстановленные железнением, механически обрабатывают выглаживающей прошивкой на гидравлическом прессе. Диаметр калибрующих поясков прошивок должен соответствовать нормальному размеру отверстия. Возможно «размерное» железне-ние: если добиться равномерной скорости отложения железа, тогда последующую механическую обработку можно исключить.
На крупных специализированных ремонтных предприятиях для железнения изношенных отверстий корпусов коробок передач применяют стационарные ванны или стенды со специальными подвесками.
При больших и неравномерных износах посадочных мест под подшипники после железнения необходима механическая обработка (расточка), обеспечивающая полное восстановление межосевых расстояний отверстий и перпендикулярность осей отверстий прива-лочной плоскости. В этих случаях отверстия восстанавливают растачиванием и постановкой втулок с закреплением их составом на основе эпоксидной смолы ЭД-6.
Перпендикулярность оси отверстий под подшипники вторичного вала относительно задней привалочной плоскости тракторных коробок передач восстанавливают фрезерованием этой плоскости на горизонтально-фрезерном станке при помощи специального приспособления. Неперпендикулярность оси допускается в пределах 0,08…0,20 мм.
Изношенные отверстия под штифты развертывают на увеличенный размер, а отверстия под оси восстанавливают постановкой втулок и закреплением их эпоксидным составом или клеем БФ-2.
Резьбовые отверстия восстанавливают нарезанием резьбы увеличенного размера или постановкой резьбовых вставок.
Валы и оси коробок передач, изготавливаемые обычно из среднеуглеродистых и мало- или среднелегированных сталей, могут иметь такие дефекты: изгиб, износ посадочных поверхностей под подшипники и шестерни, износ шлицев по толщине, износ или повреждение резьбы. Валы и оси выбраковывают при изломе, трещинах и при аварийном изгибе.
Погнутые валы и оси правят под прессом в холодном состоянии. Биение вала более 0,05…0,1 мм (в зависимости от его длины) не допускается.
Изношенные посадочные места под подшипники, шестерни и другие детали восстанавливают газовой сваркой или электродуговой наплавкой различных видов, приваркой металлической ленты, а также хромированием, железнением, полимерными материалами и др.
Для восстановления посадочных мест валов и осей с незначительным износом (до 0,1 мм) ГОСНИТИ рекомендует полимерный материал ГЭН -150 (В)—эластомер. Восстанавливаемую поверхность зачищают и обезжиривают. Вал (ось) устанавливают в центрах токарного станка и при частоте вращения детали, равной 25…30 мин“1, с помощью воздушного распылителя типа 0-45 или 0-37 наносят необходимый слой эластомера. Предварительно смазочные отверстия в валах и осях закрывают графитовыми пробками, а шлицы или шпоночные пазы покрывают 5%-ным раствором силиконового каучука в толуоле или коллоидальным графитом.
После нанесения слоя деталь выдерживают в течение 20 мин на воздухе при температуре 20 °С и затем в сушильном шкафу при температуре 100…120 °С в течение 1 ч.
Посадочные места под подшипники с небольшими износами, а также трубчатые валы типа первичного вала коробки передач трактора ДТ-75М восстанавливают электромеханической обработкой с применением дополнительного материала или без него и наплавкой порошками твердых сплавов при помощи плазменной струи.
Сильно изношенные валы больших диаметров часто восстанавливают постановкой втулок. Для этого посадочное место протачивают до выведения износа, напрессовывают изготовленную втулку и закрепляют ее штифтами диаметром 6…8 мм или приваривают. Закрепленную втулку протачивают и шлифуют до необходимого диаметра. Толщина втулки после механической обработки должна быть 2,2…6 мм.
Изношенные посадочные места на концах большинства валов и осей можно восстанавливать осадкой или раздачей.
Концы валов при износе до 0,3 мм восстанавливают осадкой. Конец вала нагревают до ковочной температуры 850…1000 °С (светло-красного каления). Торец на глубину 5…7 мм замачивают водой и под молотом осаждают участок вала. После осадки вал подвергают термической обработке и шлифуют до требуемого размера.
При раздаче в торце вала сверлят отверстие глубиной на 5… 8 мм больше длины посадочного места. Конец вала нагревают и в отверстие запрессовывают стержень, диаметр которого больше диаметра просверленного отверстия. После охлаждения выступающий конец стержня срезают и посадочное место обрабатывают.
Изношенные шлицы валов восстанавливают автоматической наплавкой под слоем флюса приваркой стальной ленты или ручной наплавкой электродами типа Э42. Чтобы исключить коробление валов, наплавляют поочередно противоположные шлицевые канавки. Механизированную наплавку выполняют на токарных или наплавочных станках при продольном перемещении суппорта, на котором закрепляют наплавочную головку.
Поврежденную или изношенную резьбу на концах валов и осей протачивают, нарезают новую меньшего диаметра и по ней изготавливают гайку. При необходимости изношенную резьбу наплавляют вибродуговой наплавкой электродом из проволоки Нп-30 или плазменной струей порошковыми материалами протачивают и нарезают резьбу нормального размера.
В шестернях, годных к дальнейшей эксплуатации, поврежденные торцы зубьев зачищают абразивным кругом до получения требуемой формы. Шестерни с трещинами на зубьях или выкрашиваниями не восстанавливают. Если допускает конструкция, такие шестерни восстанавливают постановкой нового венца. Шестерни, в которых изношены шлицы, но годны зубья, иногда восстанавливают постановкой шлицевой втулки. Диаметр расточенного отверстия шестерни должен быть больше диаметра впадин шлицев на 0,5… 1,5 высоты шлица. Запрессованную втулку крепят штифтами или ввертышами и приваривают. Радиальное и осевое биение шестерни, восстановленной таким способом, допускается не более 0,15 мм.
Рычаги и вилки переключения, изготавливаемые обычно из стали 18ХГТ и 40Х, могут иметь следующие дефекты: изгиб, трещины и изломы. В рычаге изнашиваются шаровая поверхность и нижний конец. В вилках переключения изнашиваются щеки по толщине и паз.
Выбраковывают рычаги и вилки переключения при изломах и аварийных изгибах.
Погнутые рычаги переключения правят вхолодную под прессом, а вилки — на плите молотком.
Изношенные шаровую поверхность и нижний рабочий конец рычага переключения восстанавливают наплавкой с последующей механической и термической обработками. Рычаг нагревают до температуры 600…650 °С, выправляют и после обработки вновь изгибают под требуемый угол.
Изношенные пазы вилок переключения и щеки по толщине восстанавливают электродуговой наплавкой электродом Т-590 или прутком сормайт № 2. Наплавленные поверхности шлифуют до нормальных или необходимых размеров по пазу шестерни без термической обработки. Изношенные втулки в вилках переключения заменяют новыми, изготовленными из стали 40Х.
Типичные неисправности механической коробки передач
 Статья о типичных неисправностях МКПП и способах их устранения. В конце статьи — видео о поломках «механики». Статья о типичных неисправностях МКПП и способах их устранения. В конце статьи — видео о поломках «механики».
Статья о типичных неисправностях МКПП и способах их устранения. В конце статьи — видео о поломках «механики». Статья о типичных неисправностях МКПП и способах их устранения. В конце статьи — видео о поломках «механики».

В случае, когда дело касается АКПП, диагностировать неполадки можно только при помощи специального оборудования и непосредственного участия специалистов: сложный узел автомобиля проще эксплуатировать и обслуживать в соответствии с рекомендациями изготовителя — это поможет избежать множества проблем и возможных поломок.
Когда дело касается МКПП – механического варианта трансмиссии, устранить большую часть неполадок возможно самостоятельно. Испытывая в процессе эксплуатации значительные нагрузки, механическая трансмиссия подвергается различным видам неисправностей, однако это случается гораздо реже, чем возникают проблемы у АКПП, вариаторов и других КПП. Разберемся, какие могут возникнуть дефекты и как с ними можно бороться.
МКПП: что это и почему ее до сих пор используют

Недостатком любого двигателя внутреннего сгорания является узкий диапазон оборотов, в котором достигается оптимальное значение мощности и крутящего момента. МКПП играет роль редуктора, регулируя величину оборотов, мощность и крутящий момент ДВС на входе и выходе из него.
Механическая коробка передач состоит из следующих элементов:
-
Валы: первичный, промежуточный, вторичный и шестерни;
Механический узел ПП;
Преимуществ у механической трансмиссии много, поэтому она популярней, чем «автомат»:
-
Стоимость МКПП на порядок меньше: при покупке авто с механической коробкой экономия составляет от 50 до 100 тысяч рублей.
Экономичный расход топлива.
Простота ремонта и обслуживания.
Дешевизна запасных частей и расходников.
Высокая надежность и прочность узлов и элементов механической трансмиссии.
Эти особенности делают МКПП популярным вариантом для грузового и легкового транспорта. Одинаковая конструкция предполагает ряд схожих проблем для всех видов транспорта, оснащенных МКПП.
Диагностика неисправностей МКПП

Основные неисправности МКПП можно определить аудиально и визуально: шумы, стуки, вибрации под нагрузкой, масляные потеки, дефекты (трещины) на корпусе. Также в процессе эксплуатации можно заметить затрудненное включение передачи или провалы. Возможен перегрев корпуса коробки, самовыключение или плохое переключение передач.
Данные неисправности могут стать следствием как несвоевременного или некачественного технического обслуживания трансмиссии, так и следствием износа деталей узла.
Виды неисправностей, причины и методы устранения поломок МКПП

Первый и самый популярный дефект, с которым можно встретиться в процессе эксплуатации авто с МКПП – повышенный уровень шума на нейтральной передаче, характерный скрип при переключении скорости. Часто возникновение данного дефекта связано с недостаточным уровнем трансмиссионного масла или его отсутствием в МКПП.
Рассмотрим частные случаи, когда можно встретить посторонний шум или увеличение его уровня в процессе эксплуатации автомобиля:
-
На нейтральной передаче при работающем моторе уровень шума заметно возрастает.
Основная причина – недостаточный уровень масла в МКПП или плохое качество трансмиссионной жидкости (выработка, износ, загрязнение). Часто данная неисправность возникает при попадании грязи или воды. При устранении данных дефектов сохраняется уровень шума? Значит, проблема вызвана износом одного или нескольких узлов механической коробки передач.
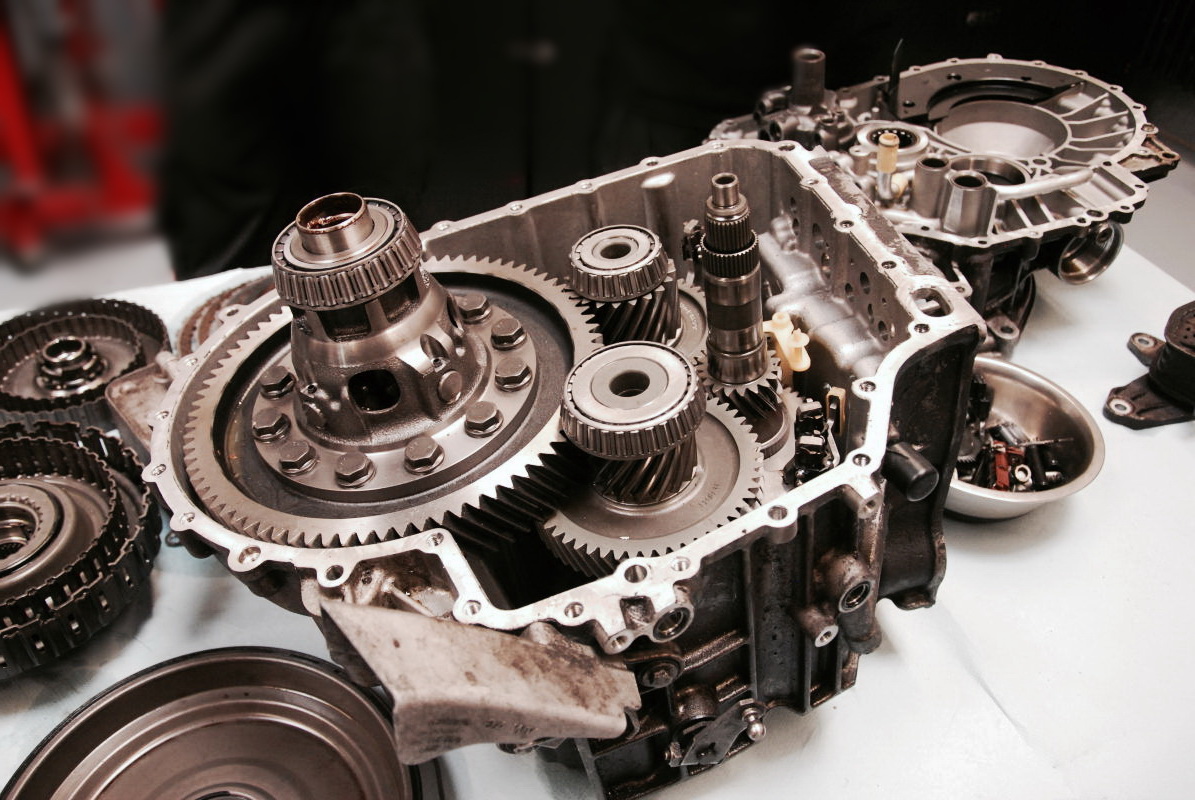
Это может быть выработка посадочных мест или контактных частей подвижных элементов, износ в процессе эксплуатации, появление задиров, неровностей, потертостей в выжимном подшипнике, ведущей шестерне, одном из валов (ведущем, ведомом, промежуточном), разрушение шестерней дифференциала в автомобилях с передним приводом. Необходимо разобрать МКПП и заменить изношенные детали на новые запчасти.
При работающем моторе уровень шума заметно превышает привычный независимо от передачи.
Причины аналогичны предыдущему случаю: износ в результате эксплуатации одной или нескольких деталей механической трансмиссии. Также может быть диагностирована несоосность картеров сцепления и двигателя.
Необходимо заменить изношенные части – в первом случае. Во втором — отцентровать картер сцепления относительно двигателя или заменить его на новый, но сделать это самостоятельно довольно сложно. Лучше обратиться в специализированный сервис.
Частой причиной бывает износ или поломка зубьев синхронизатора.
Вторым по распространённости дефектом является хруст в процессе эксплуатации или проблемы с переключением передач. Первой и основной причиной является износ или поломка синхронизатора, однако перед съемом и разбором МКПП необходимо проверить следующие узлы:
-
рычаг переключения передач на предмет наличия люфта в кулисе;
тросик привода на предмет обрыва или утечку жидкости;
регулировку механизма выбора скоростей;
исправность корзины и диска сцепления;
качество крепления МКПП к кузову транспортного средства;
При обнаружении и устранении данных дефектов можно избежать хруста при переключении, невозможности переключить передачу или самопроизвольного переключения.
Если дефекты устранены, но проблема осталась, следует разобрать МКПП и заменить изношенные или сломанные синхронизаторы. При разборе нужно обратить внимание на наличие дефектов на следующих элементах:
Кольцо шестерни-синхронизатора имеет особой формы зубья, которые в момент переключения скорости зацепляются с муфтой. При их истирании передачи начинают самопроизвольно выключаться. Поэтому при разборе МКПП следует заменить неисправные детали. Также самопроизвольное выбивание скорости происходит при дефектах следующих узлов:
-
выработка штока, вилки переключения скоростей;
обрыв или заедание троса;
выработка подшипника вала;
смещение МКПП в результате износа подушки;
Для проведения ремонтных работ можно воспользоваться инструкцией по эксплуатации транспортного средства ли обратиться в специализированный автосервис для устранения данных дефектов и неисправностей.
Третьей, самой распространенной причиной неисправности на «механике» является подтекание масла. Возникает она при износе уплотнителей (сальников) штока выбора скоростей, неплотном прилегании поддона механической КПП, ослабленных креплениях контрольного отверстия, забитии дыхательного клапана МКПП.
Избавиться от шумов в коробке часто можно посредством доведения уровня масла через дыхательный клапан или контрольное отверстие до минимально допустимого (оптимальным является показатель не ниже 3-7 мм от контрольного отверстия).
Как минимизировать риски поломки МКПП

Механическая коробка передач хотя объективно и является более надежной, чем АКПП, но тоже нуждается в соблюдении правил эксплуатации. Это позволит увеличить срок службы агрегата и бесперебойную работу в течение продолжительного времени. Основные правила, которые следует соблюдать:
-
Стиль вождения. Ускорение рывками на запредельных оборотах мотора ведет к выходу из стоя не только МКПП, но и двигателя транспортного средства. Необходимо обеспечивать комфортное и динамичное изменение и передачу крутящего момента от мотора к колесам. Переключение передач должно быть плавным и соответствовать скорости — это уменьшает нагрузку и износ мотора транспортного средства и КПП.
Своевременное обслуживание МКПП. Интервал замены трансмиссионной жидкости составляет не более 3 лет или каждые 40 – 50 тысяч пробега (для отдельных марок допустим более длительный интервал). Срок замены масла регламентирован производителем и указан в Руководстве по эксплуатации для каждой отдельной марки автотранспортного средства.
Качество трансмиссионных жидкостей и запчастей. Так как замена масла и ремонт МКПП – дело нечастое, не стоит экономить на покупке соответствующих разрешенных производителем транспортного средства жидкостей и оригинальных комплектующих.
Соблюдение этих простых правил позволит механической коробке передач работать долгое время, ведь МКПП надежна и, в отличие от АКПП, не столь требовательна в уходе и обслуживании.
Видео о поломках «механики»:
- Организация технического обслуживания
- Основные неисправности кузовов и кабин
- Работы, выполняемые при техническом обслуживании кузовов и кабин
- Основные неисправности и техническое обслуживание агрегатов трансмиссии
- Техническое обслуживание сцепления
- Техническое обслуживание коробки передач и раздаточной коробки
- Техническое обслуживание карданной и главной передач
- Основные неисправности и техническое обслуживание рулевого управления
- Основные неисправности и техническое обслуживание тормозной системы
- Система, виды и организация ремонта
- Основные понятия и определения
- Шероховатость поверхности
- Измерительные инструменты
- Схема технологического процесса ремонта
- Приемка автомобиля в ремонт и наружная мойка
- Разборка автомобиля
- Очистка и обезжиривание деталей
- Контроль и сортировка деталей
- Комплектование деталей
- Основы сборки сопряженных деталей
- Ремонт аккумуляторных батарей
- Ремонт генераторов и стартеров
- Ремонт приборов зажигания, освещения и контрольных
- Ремонт рамы
- Ремонт рессор
- Ремонт амортизаторов
- Ремонт деталей рулевого механизма
- Ремонт тормозных систем
- Способы и технологический процесс сборки автомобиля
- Испытание автомобиля после ремонта
- Главная
- Техническое обслуживание автомобиля
- Организация технического обслуживания
- Виды и периодичность технического обслуживания
- Организация технического обслуживания подвижного состава
- Техническое обслуживание кузовов и кабин
- Основные неисправности кузовов и кабин
- Работы, выполняемые при техническом обслуживании кузовов и кабин
- Техническое обслуживание двигателя
- Основные неисправности двигателя
- Работы, выполняемые при техническом обслуживании кривошипно-шатунного и газораспределительного механизмов
- Техническое обслуживание систем охлаждения и смазки двигателя
- Основные неисправности и техническое обслуживание систем охлаждения и смазки
- Техническое обслуживание системы питания карбюраторного двигателя
- . Основные неисправности и техническое обслуживание системы питания
- Техническое обслуживание системы питания дизеля
- Основные неисправности и техническое обслуживание системы питания дизеля
- Техническое обслуживание электрооборудования
- Примерные перечни основных операций технического обслуживания электрооборудования автомобилей
- Основные неисправности и техническое обслуживание аккумуляторной батареи
- Основные неисправности и техническое обслуживание генераторов постоянного и переменного тока
- Основные неисправности и техническое обслуживание реле-регуляторов
- Основные неисправности и техническое обслуживание стартера
- Основные неисправности и техническое обслуживание системы зажигания
- Основные неисправности и техническое обслуживание приборов освещения
- Основные неисправности и техническое обслуживание контрольно-измерительных приборов
- Приборы и стенды для проверки электрооборудования автомобилей
- Техническое обслуживание трансмиссии
- Основные неисправности и техническое обслуживание агрегатов трансмиссии
- Техническое обслуживание сцепления
- Техническое обслуживание коробки передач и раздаточной коробки
- Техническое обслуживание карданной и главной передач
- Техническое обслуживание ходовой части
- Основные неисправности и техническое обслуживание агрегатов и узлов ходовой части
- Техническое обслуживание рамы и подвески
- Регулировочные работы по ходовой части
- Проверка и техническое обслуживание колес и шин
- Техническое обслуживание механизмов управления
- Основные неисправности и техническое обслуживание рулевого управления
- Основные неисправности и техническое обслуживание тормозной системы
- Техническое обслуживание дополнительного оборудования
- Основные неисправности и техническое обслуживание дополнительного оборудования
- Организация технического обслуживания
- Ремонт автомобиля
- Система, виды и организация ремонта
- Система и виды ремонта
- Капитальный ремонт
- Нормы пробега до капитального ремонта
- Текущий ремонт
- Методы и организация текущего ремонта
- Основные сведения о допусках и посадках
- Основные понятия и определения
- Шероховатость поверхности
- Измерительные инструменты
- Износы и способы ремонта деталей
- Общие положения. Классификация износов
- Причины, вызывающие появление износов, и пути увеличения срока службы деталей
- Способы восстановления деталей
- Наплавка
- Металлизация
- Электролитическое наращивание
- Восстановление деталей давлением
- Восстановление деталей, полимерными материалами
- Восстановление деталей сваркой
- Подготовка автомобиля к ремонту
- Схема технологического процесса ремонта
- Приемка автомобиля в ремонт и наружная мойка
- Разборка автомобиля
- Очистка и обезжиривание деталей
- Контроль и сортировка деталей
- Комплектование деталей
- Основы сборки сопряженных деталей
- Ремонт двигателей
- Ремонт деталей кривошипно-шатунного механизма
- Ремонт деталей газораспределительного механизма
- Ремонт приборов систем смазки и охлаждения
- Ремонт приборов системы питания
- Сборка и испытание двигателей
- Ремонт приборов электрооборудования
- Ремонт аккумуляторных батарей
- Ремонт генераторов и стартеров
- Ремонт приборов зажигания, освещения и контрольных
- Ремонт деталей механизмов трансмиссии
- Ремонт сцепления
- Ремонт коробки передач
- Ремонт карданной передачи
- Ремонт деталей ведущих мостов
- Ремонт деталей переднего моста
- Ремонт ходовой части и механизмов управления
- Ремонт рамы
- Ремонт рессор
- Ремонт амортизаторов
- Ремонт деталей рулевого механизма
- Ремонт тормозных систем
- Ремонт кузова, платформы и дополнительного оборудования
- Ремонт кабины, кузова и оперения
- Ремонт устройств для мойки лобового стекла, отопительных и вентиляционных установок
- Обойные работы
- Малярные работы
- Сборка автомобилей и испытание после ремонта
- Способы и технологический процесс сборки автомобиля
- Испытание автомобиля после ремонта
- Система, виды и организация ремонта
- Сервисы
- Расчет расстояний
- Обратная связь
§63. Ремонт коробки передач
- » onclick=»window.open(this.href,’win2′,’status=no,toolbar=no,scrollbars=yes,titlebar=no,menubar=no,resizable=yes,width=640,height=480,directories=no,location=no’); return false;» rel=»nofollow»> Печать
Разборку и сборку коробки передач производят на стенде при помощи специальных съемников, ключей и оправок. Основными дефектами картеров коробок передач являются: износ отверстий под подшипники качения и ось блока шестерен заднего хода, срыв или износ резьбы в резьбовых отверстиях, трещины. Изношенные отверстия под подшипники и оси восстанавливают осталиванием или постановкой дополнительной детали — втулки. После восстановления отверстия растачивают на горизонтально-расточном станке до номинального размера, обеспечивая соосность отверстий. При срыве резьбы до двух ниток производят прогонку резьбы. При срыве или износе резьбы более двух ниток осуществляют нарезку резьбы увеличенного ремонтного размера, постановку ввертыша или заварку с последующим нарезанием резьбы номинального размера. Большинство трещин картера коробки передач устраняют заваркой с последующей зачисткой сварочного шва абразивным кругом. При наличии более двух трещин общей длиной свыше 100 мм и трещин, проходящих через отверстие под ось блока шестерен заднего хода, картер коробки передач бракуют.
Валы (ведущие, промежуточные, ведомые) имеют следующие основные дефекты:
-износ шеек под втулки или под кольца подшипников;
-забитость, срыв или износ резьбы;
-забоины на шлицах и краях шпоночной канавки.
Изношенные шейки восстанавливают хромированием, осталиванием или наплавкой, шлицы наплавляют и подвергают механической и термической обработке. Шлицевой конец ведущего вала, изношенный более допустимого размера, восстанавливают постановкой дополнительной ремонтной детали, на которой шлифуют шлицы. Забитую, сорванную или изношенную резьбу до двух ниток прогоняют плашкой. Резьбу с износом или срывом более двух ниток восстанавливают наплавкой с последующим нарезанием резьбы номинального размера. Забоины на шлицах и краях шпоночной канавки устраняют зачисткой. Валы бракуют, если они имеют трещины любого характера и расположения, а также сколы зубьев шестерен и шлиц.
Шестерни коробок передач имеют следующие основные дефекты:
-износ зубьев по толщине, забоины на торцовых поверхностях,
-отколы и выкрашивание рабочих поверхностей зубьев.
Шестерни бракуют, если они имеют износ зубьев по толщине более допустимой по техническим условиям величины или отколы и выкрашивание. Если конструкция детали позволяет, то шестерню с этими дефектами восстанавливают постановкой нового зубчатого венца. Забитость торцовых поверхностей зубьев устраняют зачисткой абразивным кругом до получения требуемой формы.
У крышки коробки передач встречаются дефекты:
-трещины или отколы, коробление,
-износ гнезд и отверстий.
Отколотые части крышки приваривают, а трещины заваривают, если они захватывают не более половины отверстия под болт и не проходят через отверстия под ползуны переключения передач. Сорванную резьбу в отверстиях крепления механизма переключения передач восстанавливают заваркой или постановкой ввертыша. Изношенные отверстия под штоки переключения передач и блокирующего механизма восстанавливают гильзовкой с последующей обработкой под номинальный размер. Коробление плоскости крепления крышки к картеру устраняют припиловкой. Номинальная плоскостность крышки должна быть 0,1 мм на длине 100 мм. Забоины и заусенцы в отверстиях под штоки переключения передач устраняют разверткой.
Перед сборкой детали коробки передач очищают и обдувают сжатым воздухом. Подшипники напрессовывают на валы до отказа под прессом или же легкими ударами через специальные наставки из латуни. Перед напрессовкой на вал подшипники рекомендуется нагревать до температуры 90—100 °С.
Зацепление зубьев любой пары шестерен без зазора не допускается. Ролико- и шарикоподшипники перед установкой на валы нагревают в масляной ванне до температуры 80—100 °С.
При правильной сборке коробки передач все валы и шестерни должны легко проворачиваться без заеданий и заклиниваний.
Для приработки и испытания коробки передач можно использовать специализированный стенд. Испытуемую коробку передач устанавливают на шпильки корпуса в сборе, прижимают пневмоприжимами и соединяют карданным валом с электродвигателем. С помощью электронасоса в коробку передач заливают масло. Затем закрывают защитный кожух, включают электродвигатель и производят обкатку без нагрузки. Для испытания под нагрузкой на катушки порошкового тормоза подают напряжение, регулируя которое устанавливают необходимый тормозной момент. Перед испытанием в корпус коробки передач электронасосом заливают 25 л трансмиссионного масла ТЭП15.
Коробку передач сначала испытывают без нагрузки по 5 мин на каждой передаче, начиная с низшей, а затем под нагрузкой.
В процессе испытания должны выдерживаться следующие условия: переключение муфт на всех передачах переднего и заднего хода должно происходить свободно, без заеданий; отдельные удары, стук, шум не допускаются; течь масла через уплотнения не допускается; температура масла в коробке передач после испытания не должна превышать температуру окружающего воздуха более чем на 50 °С.
После испытания коробки передач сливают масло и промывают сетку маслосборника и сливную пробку.